


激光淬火加工的优势与挑战
1、优势
:激光束的聚焦特性使得淬火区域的控制极为,减少了热影响区的范围。
能:激光淬火过程快速,生产,适用于大规模生产。
量:淬火后的材料表层硬度高、耐磨性好,有效延长了部件的使用寿命。
灵活性:可针对复杂形状和特殊位置进行局部淬火处理,满足多样化需求。
2、挑战
成本:激光淬火设备价格昂贵,初期投资较大。
技术难度:激光淬火工艺参数的优化和控制较为复杂,需要丰富的经验和知识。
后续处理:淬火后需进行严格的后续处理,以确保部件的整体性能。
激光淬火技术在汽车模具中的应用
1、拉丝模淬火凸R位置及板料流量大的表面需要有高耐磨性,即高硬度。
由于淬火面积较大,常规的火焰淬火或感应淬火会造成工件较大的热变形,导致无法模具的精度,进而需要添加其他工艺手段来,这必然导致模具加工周期长,且容易出现硬度不稳定的情况。因此,我们改用激光淬火的方法,使工件的变形很小,甚至没有变形,不需要增加其他工艺手段就可以满足质量要求。
我们采用激光淬火对某车型的车门内板进行淬火,通过蓝光扫描检测淬火前后的表面变化,激光淬火后的模具表面能够满足精度要求。
2、镶件表面淬火:汽车模具上镶件的表面淬火主要是指修边模修边镶件的淬火和整形模整形镶件的淬火。
对于切边镶件或整形镶件,常规火焰淬火后镶件变形较大,淬火后需要进行二次加工消除变形。工件生产周期长,淬火硬度难以控制。特别是成型镶件,由于成型表面需要淬火,淬火面积大,极易发生回火,导致表面硬度不合格。经过研究和实践,我们发现激光淬火可以有效控制镶件的变形和硬度不合格。
3、应用激光淬火优化模具加工工艺与传统火焰淬火相比,激光淬火可以优化模具加工工艺,从而有效缩短制造周期,降低制造成本。以下是火焰淬火和激光淬火的工艺流程对比。
火焰淬火模具加工工艺流程:表面粗加工→半精加工→火焰淬火→加工消除变形→钳工装配→表面精加工→调试→研究→发货。
激光淬火模具加工工艺流程:表面粗加工→半精加工→钳工装配→表面精加工→激光淬火→调试、研配。
采用激光淬火模具,淬火前进行表面精加工,不仅避免了变形过程,提高了精加工效率,而且采用激光淬火方式的模具加工效率比采用火焰淬火方式提升了 30%以上。
4、激光淬火对模具表面质量的影响。与传统淬火方法相比,采用激光淬火方法的模具表面变形小,硬度均匀。因此,淬火是在表面精加工到位后进行的。
采用火焰淬火的模具精加工后型面出现台阶差,导致型面质量不合格。而采用精加工到位再激光淬火方式的模具,由于型面在精加工时没有硬度,加工时不会出现这种情况;精加工到位后进行激光淬火,由于淬火后变形很小,能获得良好的模具表面质量,满足客户对模具表面质量的要求,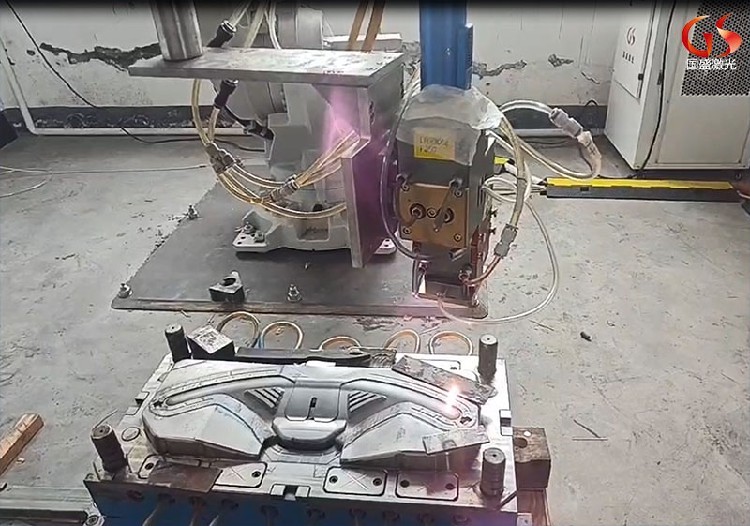
激光淬火技术在钢铁行业的应用实例
1、轧辊的激光合金化
轧辊是轧钢机中产生金属连续塑性变形的主要工作部件和工具。长期恶劣的工作条件会导致表面起皮、裂纹甚至断裂。用激光对轧辊进行合金化处理,可有效延长轧辊的使用寿命。通过棒辊激光合金化处理,不变形、耐高温、耐腐蚀,钢材通过能力显著提高。
2、辊底式激光淬火
炉底辊作为高温板坯传输媒介,长期在充斥腐蚀性气体的高温环境下工作,与高温板坯直接接触的辊环,表面易出现粘钢、结瘤、氧化、腐蚀、磨损、高温蠕变等现象,特别是由粘钢和结瘤造成的板坯下表面凹坑、划痕、重皮等各类质量缺陷,在硅钢、冷轧原料等软钢上表现的尤为。在辊环表面激光淬火一层耐高温、抗氧化、耐磨损的新材料。炉底辊在使用寿命期间表面结瘤或氧化皮疏松、剥落,可能影响钢板,钢坯的后续轧制质量,可有效提高生产线的经济效益。激光淬火技术可对各种导轨、大型齿轮、轴颈、气缸内壁、模具、减震器、摩擦轮、滚轮、和滚轮零件等表面进行强化处理。适用材料为中、高碳钢和铸铁等。

激光表面淬火的技术特点
与工厂现有的中高频淬火和渗碳淬火相比,激光淬火具有以下特点:
1、是功率密度高,加热速度极快,零件变形极小。热处理工艺可以控制变形,工件处理后不需要磨削,可以作为零件精加工的后一道工序。
2、可用于形状复杂的零件;如盲孔、内孔、小槽、薄壁零件等。,可以治疗或部分治疗,也可以根据需要在同一部位的不同部位进行不同的治疗。它可以克服高频淬火由于感应器的限制,难以对形状复杂的零件进行表面淬火,加热面积难以控制,薄壁零件淬火时容易开裂的问题。大型零件的加工,在渗碳、淬火等化学热处理过程中,不需要受炉子大小的限制。
3、具有普遍性。由于激光焦点较深,淬火时对零件的大小、尺寸、表面没有严格的限制。但是,现有的中高频淬火为各种零件制作合适的感应器。
4、对于一些淬火温度较高的不锈钢零件,淬火温度和熔点温度非常接近,使用感应器对产品进行局部表面淬火时容易烧伤边角或不规则零件,导致零件报废,而激光表面淬火则不受此限制。
5、激光淬火是一种清洁、、环保的淬火工艺,冷却速度快,不需要水、油等冷却介质。
6、表面硬化层组织细密、硬度高、耐磨性好,能满足浅硬化层深度(一般0.3~2.0mm)的表面硬化产品的要求。
走轮激光淬火加工工艺流程如下:
1、将走轮放置在激光淬火装置上,调整位置,使其表面与激光束对齐。
2、打开激光器,将激光束照射在走轮表面,使其快速加热到淬火温度。
3、开启冷却系统,使走轮表面快速冷却,实现淬火处理。
4、关闭激光和冷却系统,取出走轮,完成淬火过程。
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。
内蒙古赤峰激光淬火设备怎么样
更新时间:2025-03-26 11:07:58







收藏
举报