





关键词 |
宜春Q345DH型钢,隧道Q345DH型钢,加工Q345DH型钢,隧道Q345DH型钢 |
面向地区 |
产地 |
莱钢 |
|
材质 |
碳钢 |
品牌 |
莱钢 |
厂家 |
莱钢 |
规格 |
300*300*10*15 |
仓库所在城市 |
山东 |
用途范围 |
金属制品 |
轻型钢建筑的前身可以说是欧洲传统的木构建筑,在经过时间的淬炼之后渐渐有了现在的特色。它一开始应用在北美大陆,有数据表明,那里大概有95%的底层建筑是由轻型钢建筑构成,由此可见它的使用效果真的很好,而这些都离不开它的建造材料。
轻型钢建筑的建材也带有“轻”的特色,其中常用的、特色鲜明的便要说是高频焊接H型钢了。
在轻型钢建筑中可以说是充分地发挥了自己的优势,它的自重虽然轻但是并不代表性能会因此削弱,它甚至比起工字钢来说还要稳定。自动化的流水线了它的出货速度与型钢品质,所以不用因为它很少有而犹豫购买。
型钢的自重轻但承重能力强,起到了减少型钢用量,开阔建筑空间的效果。它的抗灾能力较强,常被用于地震或强风较多的地区,减少灾后损失。这里需要注意的是要做好防火措施,型钢在高温下性能会变得不稳定。型钢规格多,能满足多种设计条件,为建筑带来更多的功能选择。
轻型钢建筑在我国的发展也是蒸蒸日上,许多人都看见了它的发展优势,的建造与设计团队也逐渐增加。我国目前的钢产已经很高,这也为建筑的发展提供了建材的支撑。目前我国正在大力建设保障房,相信在它的推动下,建筑会得到进一步的发展。
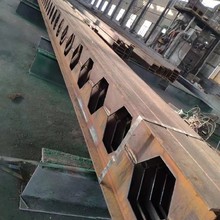
矩形钢柱、圆管柱是建筑常见的钢柱形状,但它们的使用范围也局限在常见的小型建筑中,这类建筑一般都是楼层较矮且间距较小,当面对“特例”时,这类钢柱的作用会大打折扣。比如大型的工厂,它的楼层高、面积大、柱与柱之间的距离非常大,这对钢柱提出了更多的要求,它要比平常的钢柱更加稳定,弯矩高足以为整个建筑打好基础。这时高频焊接H型钢十字钢柱便派上了用场。
十字钢柱的体积较大,制作过程也比较复杂。
一、准备工作
1、为型钢选择一个平坦的堆放场所,并预留车辆运输道路。堆放前先对材料进行质量检测,不合格的要行校正再投入使用。
2、多头切割机是切割材料的不错的选择,切割时要注意整齐与整洁,使其达到所需要求。
3、在进行下料后不要立刻移动型钢,要先等它冷却,以免产生意外。
二、正式组装
1、为高频焊接H型钢消去多余的应力,这里可以选用平整的方法。在完成后要使用喷砂进行善后。检查型钢的规格,满足要求后便可正式开始组装。
2、组装过程中,应在焊缝两头各安置一块与坡口形状符合的引弧板,在结束后便将其去除并对放板处进行打磨,清洁。焊接完成后之后要对其进行质量检测,合格后便能投入使用了。
高频焊接H型钢与埋弧焊焊接方式有什么不同
高频焊特点
无需添加任何焊剂、制作成本低、生产、交货周期短、以薄壁为主、焊接时变形小;
埋弧焊特点
需要以焊丝作焊剂、制作成本高、生产效率低、交货周期长、以中厚板为主、焊接时变形大。
高频焊是无需探伤检测,焊接强度为母材撕裂,焊缝仍完好连接。
(1)埋弧焊定义
埋弧焊是以连续送时的焊丝作为电和填充金属。焊接时,在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝。在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以使焊缝金属缓慢泠却。埋弧焊可以采用较大的焊接电流。与手弧焊相比,其大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大型工件的直缝的环缝。而且多数采用机械化焊接。埋弧焊已广泛用于碳钢、低合金结构钢和不锈钢的焊接。由于熔渣可降低接头冷却速度,故某些高强度结构钢、高碳钢等也可采用埋弧焊焊接。
(2)高频焊定义
同频焊是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦用而在工件内产生感应电流。高频焊是化较强的焊接方法,要根据产品配备设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。
埋弧焊技术常识
1935年,出现了埋弧焊(SAW)生产过程上的项,其中包括了位于颗粒化焊剂下的电弧。这项是由俄罗斯EOPaton焊接协会研发的。埋弧焊着名的应用是在第二次世界大战期间,用于T34坦克的制造。
一、过程特点
与MIG焊相似,埋弧焊包括在连续送丝的电和工件之间形成电弧。它的焊接过程是用焊剂产生保护气体和熔渣,并在焊接熔池中添加合金元素,不再需要其他保护气体。焊前,在工件表面放置一层很薄的焊剂药粉,当电弧沿着焊缝移动时,多余的焊剂可通过漏斗回收,焊接完成后,残余的熔渣层也可被方便地。由于焊剂层完全覆盖了电弧,所以热耗低。这样可使热效率达到60%(手工焊条电弧焊的热效率为25%)。焊接时不会看到弧光,没有飞溅,也不需要气体和烟尘过滤。
二、操作特征
埋弧焊通常是全机械化或全自动化的操作过程,但它也能进行半自动化操作。其焊接参数有:电流、电弧电压(影响焊道形状)、焊接速度、熔深以及焊缝熔敷金属化学成分。由于操作人员不能看到焊接熔池,所以在设置参数时需要更加仔细。
三、过程变量
根据材料的厚度、接头类型和零部件尺寸,改变以下变量,可以提高熔敷速度,改善焊缝成形。
四、焊丝
进行埋弧焊时通常采用交流或直流单焊丝,常见的有:双焊丝、三焊丝、带热丝的单焊丝、带金属粉末的焊丝。
通过较大幅度的提高焊接金属熔敷速度和运行速度,使生产效率得到了提高。
五、焊剂
用于埋弧焊的焊剂是颗粒状可熔性物质,包含氧化锰、硅、钛、铝、钙。

青岛本地Q345DH型钢热销信息