关键词 |
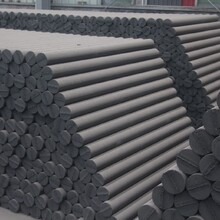
石墨电极,吉林石墨电极,石墨电极厂家联系方式,黑龙江导电石墨电极 |
面向地区 |
石墨化工序是石墨电极生产的关键工序,但连接石墨化工艺是国际技术,是国内技术。 采用该技术进行石墨化加工,不仅质量好,而且可以节约大量电能,其每吨能耗为3200度,与传统石墨化工艺相比,每吨可节电1000度以上,大大降低生产成本。
抗氧化涂层石墨电极
表面涂有抗氧化保护层(石墨电极抗氧化剂)的石墨电极。形成既能导电又能高温氧化的保护层,减少炼钢时电极的消耗(19%~50%),延长电极的寿命(22%~60%),从而降低电极的功耗。
石墨电极的运输和贮存:
1、吊运或倒运电极时,要小心操作,防止由于电极倾斜造成滑落,打坏电极。
2、为电极端面和电极螺纹的良好,请不要直接用铁钩钩挂电极两端孔吊运电极。
3、装卸接头箱子时,要轻拿轻放,以防磕碰接头,造成螺纹损伤。
4、请不要把电极和接头直接堆放在地面上,要放在木方或铁架上,要防止电极碰损或粘上泥土,暂时不用的电极和接头,不要把包装物去掉,要防止灰尘、杂物落到螺纹上或电极孔内。
5、电极在库房内贮存要摆放整齐,电极垛两侧要垫好,以防滑垛。电极的堆放高度一般不超过2米。
6、存放的电极要注意防雨、防潮。受潮湿的电极,使用前要烘干,以免炼钢时电极产生裂纹和增加氧化。
7、存放电极接头不要靠近高温处,以防温度过高使接头栓熔化。
石墨电极连接前的准备:
1、拆除新的电极孔保护套,检查电极孔内螺纹是否完好。 螺丝不完整时,联系售后技术人员,由售后技术人员判断电极是否可用; 检查孔内是否干净,如果不干净,请清洁后再使用。
2、将电极吊具拧入一端电极孔内,在电极的另一端下面放好软垫,避免损坏电极接头。
3、用压缩空气先吹净待接电极表面和孔内的灰尘、杂物等,然后吹净新电极的表面和接头上的灰尘、杂物等;如压缩空气不能将电极表面吹干净,要用毛刷清理干净。
石墨材料的颗粒直径直接影响电火花加工的表面粗糙度,直径越小可获得更低的表面粗糙度值。几年前使用颗粒直径φ5 μm的石墨材料,电火花加工的佳表面只能达到VDI18(Ra0.8 μm),现今石墨材料的颗粒直径已能达到φ3 μm以内,电火花加工的佳表面可稳定达到VDI12(Ra0.4 μm)或者更精细的等级,但石墨电极无法进行镜面电火花加工。铜材料电阻率低,结构致密。电火花精加工容易获得稳定的加工状态,在困难条件下也能稳定加工。表面粗糙度可小于Ra0.1微米,可用于镜面电火花加工。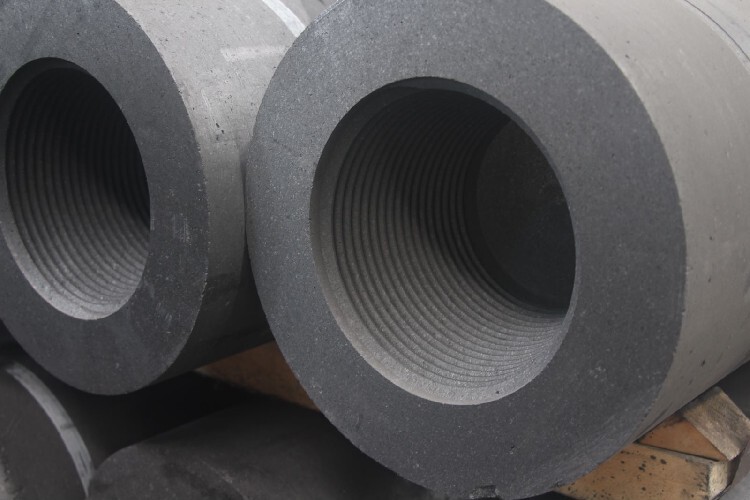
石墨化工序是石墨电极生产的重要工序,而串接石墨化工艺是国际上较的技术,是国内的技术。使用该技术进行石墨化加工,制成的产品不仅质量好,而且可以节约大量电力,其每吨电耗仅3200度,与传统的石墨化工艺相比,每吨节电1000多度,可大大降低生产成本。
大功率石墨电极允许使用电流密度为18 ~ 25a/cm2的石墨电极,主要用于炼钢用大功率电弧炉。功率石墨电极允许使用电流密度大于25A/ cm2的石墨电极。主要用于功率炼钢电弧炉。
青岛本地石墨电极热销信息
站内来访